 Vai al contenuto
Vai al contenuto

Il controllo qualità industria alimentare rappresenta il sistema nervoso di ogni stabilimento produttivo che lavora alimenti destinati al consumo umano. In un mercato globale sempre più esigente, dove le aspettative dei consumatori si intrecciano con normative sempre più stringenti, implementare sistemi di ispezione alimentare efficaci non è più un’opzione, ma una necessità strategica per la sopravvivenza e la competitività aziendale.
Questa guida analizza in profondità strumenti, metodologie e vantaggi del controllo qualità alimentare moderno, fornendo un quadro completo per decision maker e responsabili di produzione che vogliono eccellere nella sicurezza alimentare.
Indice dei Contenuti
Cosa significa controllo qualità nell’industria alimentare
Il controllo qualità industria alimentare è l’insieme sistematico e documentato delle attività di monitoraggio, analisi, verifica e validazione condotte su materie prime, semilavorati, processi produttivi e prodotti finiti. L’obiettivo è garantire che ogni elemento della catena di produzione rispetti standard qualitativi predefiniti e requisiti normativi.
A differenza del semplice controllo ispettivo, è un approccio olistico e preventivo che integra:
- Analisi delle materie prime: verifica conformità ingredienti in ingresso rispetto a specifiche tecniche concordate con fornitori
- Monitoraggio dei processi: controllo continuo dei parametri critici durante le fasi di trasformazione (temperatura, tempo, pH, ecc.)
- Ispezione prodotti finiti: verifica finale su peso, dimensioni, assenza contaminanti, integrità packaging prima della spedizione
- Tracciabilità completa: sistema documentale e informatico che collega ogni lotto prodotto alle materie prime utilizzate e ai parametri di processo
- Azioni correttive: procedure standardizzate per gestire non conformità e implementare miglioramenti continui.
Questo approccio sistematico trasforma il controllo qualità nell’industria alimentare da semplice attività ispettiva a leva strategica per ridurre costi, minimizzare sprechi, proteggere il brand e conquistare il mercato.
Controllo Qualità Alimentare: Obiettivi e Normative
L’obiettivo del Controllo Qualità alimentare è accertare che ciascun componente rispetti la piena conformità agli standard qualitativi e di sicurezza previsti da normative molto stringenti che possono essere di tipo obbligatorio come, il protocollo HACCP, le garanzie igienico-sanitarie in caso di esportazione dei prodotti, la legge “sul peso netto” (legge 441/81) che mira a combattere le frodi in ambito commerciale, la direttiva MID sui sistemi di pesatura e la legge 690/1978 relativa agli imballaggi preconfezionati, o di tipo volontario come gli standard di qualità IFS, BRC ed ISO e le specifiche pratiche di gestione interne alla Grande Distribuzione Organizzata.
Il concetto di “qualità” dovrà inoltre essere interpretato come la capacità del prodotto (ma anche del processo che porta alla sua realizzazione) di soddisfare particolari esigenze attraverso processi correttamente normati e regolamentati.
Obiettivi strategici del controllo qualità alimentare
Un sistema efficace di controllo qualità alimentare persegue obiettivi multipli che vanno ben oltre il semplice rispetto normativo.
Protezione del consumatore e sicurezza alimentare
La sicurezza alimentare è il pilastro fondante del controllo qualità per l’industria alimentare. Ogni anno, secondo l’Organizzazione Mondiale della Sanità, 600 milioni di persone si ammalano per alimenti contaminati, con 420.000 decessi. La prevenzione attraverso sistemi di ispezione alimentare efficaci salva vite umane.
I pericoli da controllare si classificano in tre categorie:
- Pericoli fisici: frammenti metallici da macchinari, vetro, plastica dura, pietre, legno, osso residuo. Sistemi a raggi-X e metal detector sono essenziali per intercettarli.
- Pericoli chimici: residui di pesticidi, antibiotici, metalli pesanti, micotossine, allergeni non dichiarati, sostanze migrate da packaging. Richiedono analisi di laboratorio mirate.
- Pericoli biologici: batteri patogeni (Salmonella, Listeria, E. Coli), virus (Norovirus, Epatite A), parassiti, muffe produttrici di tossine. Controllo tramite analisi microbiologiche e gestione temperature.
Un sistema robusto di controllo qualità alimentare identifica questi pericoli, ne valuta il rischio e implementa misure preventive efficaci.
Tutela del brand e vantaggio competitivo
Nell’era dei social media, un singolo episodio di contaminazione può distruggere decenni di reputazione in poche ore. Il controllo qualità alimentare protegge il valore del brand attraverso:
- Riduzione drastica dei richiami di prodotto
- Minimizzazione di reclami dai consumatori e gestione proattiva delle criticità
- Creazione di evidenze oggettive di qualità superiore utilizzabili nel marketing
- Possibilità di accedere a segmenti premium.
Efficienza operativa e riduzione sprechi
Contrariamente alla percezione comune, investire nel controllo qualità alimentare riduce i costi operativi attraverso:
- Riduzione scarti di produzione: intercettare difetti precoci evita di processare materie prime non conformi. Risparmio tipico 15-25%
- Ottimizzazione uso materie prime: controllo peso preciso elimina il sovradosaggio. Riduzione sprechi 3-8%
- Riduzione fermi linea: la manutenzione predittiva sui sistemi di ispezione previene i guasti. Incremento OEE del 10-15%
- Miglioramento resa: l’analisi dei dati di processo identifica opportunità di ottimizzazione continua.
Le tre fasi del Controllo Qualità nell’industria alimentare
In linea generale, il Controllo Qualità in ambito alimentare si suddivide in tre fasi specifiche ed interconnesse tra di loro.
1) La prima è relativa all’analisi e ai test di laboratorio sulle materie prime e sui prodotti lungo l’intera catena di lavorazione. Comporterà quindi esami sia sugli ingredienti primari che sui semilavorati e sulla preparazione finita.
2) Il secondo step riguarda invece il tracciamento delle attività e dei processi, in modo che questi possano essere ottimizzati sia dal punto di vista logistico che qualitativo.
3) Infine, il Controllo Qualità provvederà a confermare che il prodotto finito sia aderente agli standard di qualità definiti dall’azienda, e relativi sia alle regole organizzative interne che alle leggi in vigore.

È anche importante tenere a mente che, in senso lato, il Controllo Qualità nell’industria alimentare dovrà tenere in considerazione parametri specifici della qualità alimentare, attribuibili sia al prodotto che al processo: la sicurezza e salubrità (legato all’accertamento e all’analisi di possibili residui di sostanze chimiche, additivi e medicinali nel prodotto, allergeni), la salute (connesso ai suoi aspetti nutrizionali), l’ambito organolettico (ossia il sapore, il colore, l’aspetto, la consistenza e il profumo del prodotto), gli aspetti economici e di brand (dal prezzo al marchio, fino alle eventuali etichette e al canale di vendita del prodotto).
Avremo poi aspetti relativi alla provenienza (intesa come luogo di produzione e possibili marchi di qualità), al metodo di produzione (ad esempio biologico, oppure tradizionale) e all’etica. Quest’ultima farà riferimento ai fattori di sostenibilità ambientale e sociale a cui l’industria alimentare presta da qualche tempo sempre più attenzione: consumo d’acqua, produzione di CO2 e sprechi di materiale, ma anche sicurezza dei lavoratori, del patrimonio culturale della preparazione e tutela del benessere animale.
Strumenti e tecnologie per il controllo qualità alimentare
L’eccellenza nel controllo qualità industria alimentare moderno si basa su tecnologie di ispezione alimentare sempre più sofisticate.
Sistemi di ispezione a raggi-X
I sistemi a raggi-X rappresentano la frontiera più avanzata dell’ispezione alimentare automatizzata. Gherri propone la gamma completa Anritsu e Raymantech, riferimenti mondiali in questa tecnologia.
Principio di funzionamento: Un generatore produce raggi-X che attraversano il prodotto. Contaminanti con densità diversa assorbono radiazioni in modo differente, generando un’immagine dove sono visibili come zone più scure (metalli, vetro, pietra). Software di image processing identificano automaticamente anomalie.
Vantaggi rispetto a metal detector:
- Rilevano OGNI tipo di contaminante fisico: metalli (incluso alluminio in alluminio), vetro, pietra, osso, plastica densa, gomma, Teflon
- Localizzano esattamente il contaminante nell’immagine
- Verificano contemporaneamente integrità prodotto (prodotti rotti, mancanti, deformati)
- Non influenzati da umidità, sale, temperatura prodotto.
Ampia Gamma Anritsu per diverse applicazioni alimentari:
- Raggi-X per prodotti confezionati: carni confezionate, salumi affettati, formaggi, piatti pronti in vaschetta. Risoluzione fino a 0,3mm, velocità nastro 60-90 m/min.
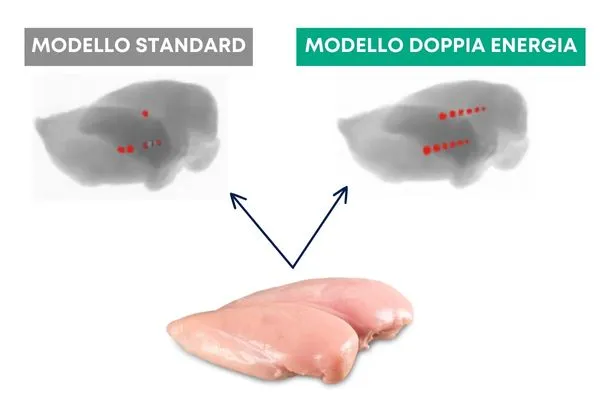
- Dual-X a doppia energia: due fasci di raggi-X a energie diverse permettono di distinguere osso (calcio) da plastica/vetro (silice). Essenziale per petti di pollo disossati dove osso residuo è critico.
- Raggi-X per prodotti sfusi: ispezione di prodotti prima del confezionamento (carne macinata, würstel, hamburger) per intercettare contaminanti prima che finiscano in confezioni multi-pezzo.
- Raggi-X per prodotti pompabili: paste fluide, salse, sughi ispezionati in-line prima del riempimento
- Raggi-X con tramoggia per prodotti sfusi: frutta secca, spezie, caffè macinato ispezionati sul nastro ad alte velocità.
Tecnologia Raggi-X e Visione Artificiale di Raymantech: Raymantech sviluppa sistemi di ispezione ad alte prestazioni basati su raggi‑X, visione artificiale e AI, garantendo un rilevamento preciso di contaminanti e difetti sia su prodotti sfusi che confezionati.
Bulk Series – Ispezione prodotti sfusi: Sistema ad altissima sensibilità per frutta secca, olive, IQF, legumi e cereali. Combina raggi‑X e visione per intercettare contaminanti organici e inorganici, anche interni o a bassa densità, con scartatore ad aria preciso.
Ispezione contenitori verticali: Tecnologia multi‑view per lattine, bottiglie, vetro e Brik, che rileva contaminanti, difetti del contenitore e controllo livello di riempimento anche su linee ad alta velocità.

Metal detector a frequenza multipla
Per stabilimenti che non necessitano della potenza dei raggi-X, metal detector restano soluzione efficace per contaminanti metallici.
Tecnologia Anritsu: I metal detector Anritsu (fino a 5 frequenze differenti) migliorano la sensibilità di rilevamento riducendo falsi scarti:
- Basse frequenze: rilevano ferrosi e acciaio inox
- Alte frequenze: rilevano non ferrosi come alluminio
- Algoritmi proprietari compensano effetto prodotto
Sensibilità tipiche:
- Ferrosi: 0,8 – 1,5mm a seconda di prodotto
- Non ferrosi (alluminio): 1,5 – 2,5mm
- Acciaio inox: 2 – 3, 5mm.
Selezionatrici ponderali dinamiche
Il controllo peso è requisito legale (L.690/78) oltre che strumento di ottimizzazione. Gherri distribuisce le selezionatrici ponderali Anritsu, benchmark del settore.
Tecnologia:
Celle di carico ad alta risoluzione (0,01-0,1g a seconda di modello) pesano prodotti in movimento a velocità fino a 200 prodotti/minuto.

Sistemi Combo: selezionatrice + metal detector: Anritsu offre soluzioni integrate dove metal detector e selezionatrice sono combinati in un’unica macchina compatta che:
- Riduce l’ingombro rispetto alle due macchine poste in linea
- Scarta automaticamente prodotti sia fuori peso che con contaminati
- Investimento inferiore che acquisire le due macchine separatamente.
Il futuro del controllo qualità: innovazioni in arrivo
Il controllo qualità in ambito alimentare sta vivendo una rivoluzione tecnologica:
Intelligenza artificiale e machine learning
Algoritmi di AI analizzano pattern in big data per:
- Prevedere non conformità prima che si verifichino
- Ottimizzare automaticamente parametri processo
- Identificare correlazioni nascoste tra variabili
- Classificare difetti visivi con una precisione impossibile per l’occhio umano.

Sensori IoT e Industry 4.0
Rete di sensori wireless trasmettono dati in tempo reale su:
- Temperature in punti multipli (celle, forni, tunnel)
- Umidità ambientale e camere stagionatura
- Parametri critici macchine (vibrazioni, consumi)
- Tracking RFID per tracciabilità automatica.
Blockchain per Massima tracciabilità
La tecnologia Blockchain registra ogni passaggio garantendo:
- Impossibilità di alterare i dati dello storico
- Trasparenza totale verso il consumatore finale
- Rapidità di ricostruzione dei dati della filiera in caso di richiami
- Autenticazione prodotti premium anti-contraffazione.
Tutte queste tecnologie, oggi in fase di sviluppo, diventeranno mainstream entro 3-5 anni trasformando radicalmente il controllo qualità per l’industria alimentare.
Gherri: partner strategico per la sicurezza alimentare
Gherri mette a disposizione tanti anni di esperienza nella fornitura di tecnologie per l’ispezione alimentare e il controllo qualità.
Gamma completa Anritsu
Come distributore esclusivo Anritsu per l’Italia, Gherri offre un’ampia gamma di soluzioni:
- Sistemi ispezione a raggi-X: per prodotti confezionati standard, carni avicole (Dual-X), prodotti di grandi dimensioni, pompabili, sfusi…
- Selezionatrici ponderali: da 30g a 60kg, velocità 50-200 prodotti/minuto, precisione 0,01-0,5g, integrabili con metal detector (Combo).
- Metal detector: a frequenza multipla, per alimenti confezionati e sfusi.
TECNOLOGIA RAYMANTECH CON SISTEMA DI VISIONE
Da oltre 25 anni Raymantech è un punto di riferimento internazionale nelle tecnologie di ispezione alimentare. Grazie all’integrazione di raggi‑X, visione artificiale e algoritmi AI evoluti, i loro sistemi garantiscono un controllo qualità estremamente accurato, rilevando sia contaminanti organici che inorganici e difetti di prodotto, dalla materia prima fino al confezionato.
Servizi a valore aggiunto
Gherri va oltre la semplice fornitura di tecnologie:
- Consulenza pre-vendita: analisi esigenze, sopralluogo stabilimento, dimensionamento corretto tecnologie, e offerte personalizzate.
- Test in sala prove: possibilità di testare prodotti reali del cliente su macchine in showroom per validare le prestazioni prima dell’acquisto.
- Installazione e avviamento: il team tecnico specializzato assicura l’integrazione in linea senza interruzioni produttive, il collaudo delle prestazioni, e la manutenzione nel tempo.
- Formazione operatori: training certificato sul corretto utilizzo, manutenzione ordinaria, interpretazione allarmi, e ottimizzazione dei parametri.
- Assistenza post-vendita: contratti di manutenzione preventiva, disponibilità ricambi originali, intervento tecnico sul territorio nazionale, e supporto remoto.
Conclusioni: la qualità come investimento strategico
Il controllo qualità alimentare ha subito una profonda evoluzione: da centro di costo necessario a leva strategica per competitività e crescita.
In un mercato globale dove:
- I consumatori sono sempre più esigenti e informati
- Le normative si stringono progressivamente
- I costi di recall e danni reputazionali sono devastanti per le aziende produttrici
- I mercati premium offrono margini significativamente superiori
Investire in sistemi avanzati di ispezione alimentare e sicurezza alimentare non è più opzionale, ma conditio sine qua non per sopravvivere e prosperare.
Le tecnologie moderne (raggi-X, selezionatrici ponderali, metal detector, AI) hanno abbattuto barriere economiche rendendo accessibili anche a PMI strumenti un tempo riservati solo a grandi multinazionali.
Il ritorno su questi investimenti è documentato e replicabile:
- Riduzione costi operativi 10-20% su 3 anni
- Protezione da richiami di prodotto
- Accesso a mercati premium con margini del +30%
- Differenziazione competitiva in mercati saturi.
Affidarsi a partner esperti come Gherri, con competenze tecniche profonde, gamma completa di soluzioni e approccio consulenziale, accelera il percorso verso l’eccellenza nella produzione alimentare.
Contatta gli specialisti di Gherri per elevare il tuo controllo qualità alimentare ai massimi standard globali.